熱門關鍵詞:
無錫誠信不銹鋼銷售商
誠信為本,服務至上,精進卓越,親和共生
全國服務熱線 17156356666


無錫鑫珊瑚鋼業有限公司
銷售一部:0510-83771578
鄭經理:13584181567
銷售二部:0510-83779578
鄭經理:17156356666
銷售三部:0510-83775178
傳真:0510-83775178
地址:無錫市北環路118號
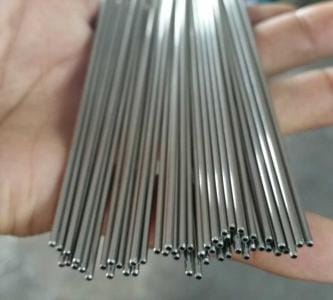
換熱器管的焊接過程在整個設備的成型中起著至關重要的作用,因此,換熱器管焊接要求非常嚴格,焊縫厚度和焊接長度需要準確,嚴格按照相關標準進行。
1、換熱器管焊接用焊絲的質量必須符合設計要求和國家標準,并由專業人員烘烤、發放和回收。現場焊接配備絕緣焊條筒體。
2、為裝配找到正確的焊接工作,固定夾具和定位焊接焊接、焊接、焊接、焊接工藝和焊接要求與正式焊接相同。焊縫厚度不應超過設計焊縫厚度的2/3,也不應超過8毫米。每段定位焊接長度一般為200~300毫米,間距為500~600毫米。定位焊接位置應安排在焊接內,并由持有證書的焊工焊接。焊接后,仔細檢查焊縫是否有裂縫。如果有,請重新焊接。
3、焊接變形控制措施:一般采用對接焊,一組兩種。
4、輔助加固措施:用型鋼加固縱縫內側,防止焊縫向內角變形,用型鋼、絲杠、刀柄鐵等加固各帶上下口,防止直徑超標。

掃一掃
服務熱線