熱門關鍵詞:
無錫誠信不銹鋼銷售商
誠信為本,服務至上,精進卓越,親和共生
全國服務熱線 17156356666


無錫鑫珊瑚鋼業有限公司
銷售一部:0510-83771578
鄭經理:13584181567
銷售二部:0510-83779578
鄭經理:17156356666
銷售三部:0510-83775178
傳真:0510-83775178
地址:無錫市北環路118號

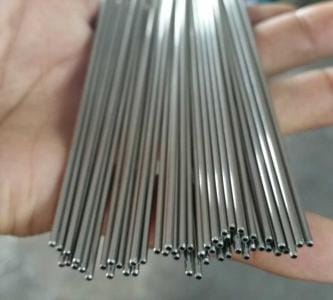
不銹鋼裝飾管材表面加工時,為什么表面容易出現波紋狀?其實有很多種原因,下面由鑫珊瑚小編為您逐一分析。
不銹鋼裝飾管波紋產生的原因主要是由于磨床鋼管砂輪系統的振動或砂輪相對于工件的振動引起的。這種振動包括強迫振動和自激振動。振動的具體原因有很多,其中主要是砂輪不平衡,安裝前沒有進行過嚴重的平衡試驗。因此,在磨削過程中會產生強迫振動,導致不銹鋼管表面產生直波波紋。因為強迫振動的頻率等于或是激勵力的倍數。因此,由于這個原因,波紋更深,波距更寬。波的頻率與砂輪的速度有關。在不銹鋼管加工過程中,識別方法可以在工件表面涂上一薄層紅油,調整工作臺的移動速度,使工作臺的移動距離在工件旋轉時略等于砂輪寬度的2/3,然后移動磨削。輪架,使砂輪剛好接觸到紅油(不能切入),縱向刀一轉后迅速縮回。此時,可以在工件表面觀察到“多邊形”的痕跡,測量出波的距離(即多邊形的邊緣寬度),并計算出波的頻率(波頻率)。表面磨削的識別方法與表面磨削相似。
砂輪驅動電機的不平衡也會產生強迫振動,引起直波紋(磨削外圓時)或橫向波紋(磨削平面時),這與砂輪不平衡相似。由于同一原因,砂輪傳動帶的厚度和長度也不同,在磨床液壓傳動機構中,由于油泵的工作引起管道內液體的脈動,也可能出現類似的強迫振動。然而,由此產生的振動稍微溫和一些。不銹鋼管表面加工時,鋼管及機床系統在磨削過程中的彈性變形會增加磨削過程中的自激振動強度,使鋼管被加工表面出現直波紋。此時波紋淺而密,波動頻率一般約為每秒300次,這與砂輪的轉速不一致。鋼管和機床系統剛度越大,砂輪與工件之間的摩擦越大,自激振動幅值越大,波紋越大。

掃一掃
服務熱線