熱門關鍵詞:
無錫誠信不銹鋼銷售商
誠信為本,服務至上,精進卓越,親和共生
全國服務熱線 17156356666


無錫鑫珊瑚鋼業有限公司
銷售一部:0510-83771578
鄭經理:13584181567
銷售二部:0510-83779578
鄭經理:17156356666
銷售三部:0510-83775178
傳真:0510-83775178
地址:無錫市北環路118號

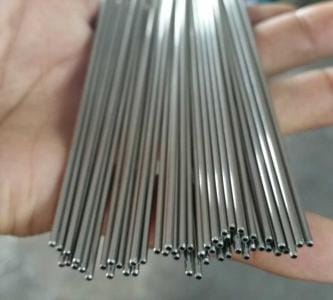
對于不銹鋼焊管而言,進行焊接加工是最正常不過的事情了,但是大家不要認為不銹鋼焊管就可以隨便進行焊接加工,在進行加工時一定要根據產品的特性來進行,下面不銹鋼焊管廠家鑫珊瑚就給大家講講焊接注意事項。
1.不銹鋼焊管電極有鈦鈣型和低氫型兩種。盡量使用直流電流來克服焊條的紅度和深度。鈦鈣涂層電極不適用于全位置焊,只適用于平焊和平角焊,低氫型焊條可用于全位置焊接。
2、不銹鋼焊管電極應保持干燥使用。為了防止裂紋、凹坑和氣孔等缺陷,鈦鈣涂層在焊接前用150~250℃干燥1h,在低氫涂層焊接前用200~300℃干燥1h。不要重復干燥多次,否則皮膚容易脫落。
3、。清潔焊縫,防止焊條沾染油污等污垢,避免焊縫含碳量增加,影響焊接質量。
4,為了防止加熱并產生晶間腐蝕,不銹鋼焊管焊接電流不宜太大,一般應在20%左右,低于碳鋼焊條電弧不太長,層間冷快,以縮小焊接為宜。
5.在啟動電弧時,應注意不要在非焊接部位啟動電弧.最好是采用與焊件相同材料的電弧板來啟動電弧。
6.應盡量采用短電弧焊,電弧長度為2~3mm,電弧過長時易產生熱裂紋。
7、輸送桿:采用短弧快速焊接,一般不允許橫向擺動。其目的是減少不銹鋼焊管熱影響區的熱和寬度,提高焊縫的抗晶間腐蝕能力,減少熱裂紋傾向。
8、異種鋼的焊接應注意電極的選擇,防止電極選擇不當或高溫熱處理后σ相析出,使金屬脆化。根據不銹鋼管和異種鋼的選擇標準,選擇合適的焊接工藝。

掃一掃
服務熱線