熱門關鍵詞:
無錫誠信不銹鋼銷售商
誠信為本,服務至上,精進卓越,親和共生
全國服務熱線 17156356666


無錫鑫珊瑚鋼業有限公司
銷售一部:0510-83771578
鄭經理:13584181567
銷售二部:0510-83779578
鄭經理:17156356666
銷售三部:0510-83775178
傳真:0510-83775178
地址:無錫市北環路118號

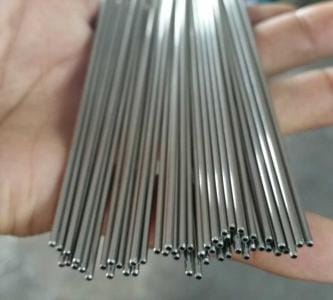
904L不銹鋼管材刨削生產效率低,已在很大程度上被銑削所取代。近年來不銹鋼管材的使用也是不竭的創新、斷裂、變革,適合的行業和產品型號也在不斷增加,產品更新換代的速度也在不斷提高。根據不銹鋼管材料的特點,不銹鋼刨削的主要特點是沖擊力大,刀具易折斷邊。其次,刀具易磨損(一種底部類型的零件失效),特別是當切削硬切削材料如不銹鋼時,含有較強的氨、氮和水,環境更加突出。在高速鋼W18Cr4V刨床切割高濃度硝酸不銹鋼時,葉片經常一次磨損。針對上述特點,不銹鋼刨削工藝,主要從刨床材料的選擇、刨床結構形狀和切削角度等方面,采取(指解決問題)的方法,并在現場作業中給予必要的注意。
為了使904L不銹鋼管刨刀具有足夠的耐磨性能和承受較大的沖擊載荷,在對904L不銹鋼管進行刨削時,刨床切割段的材料一般采用高速鋼W18Cr4V。對不銹鋼方管進行流體壓力測試,對其壓力容量和質量進行測試,在規定壓力下不發生泄漏、潤濕或膨脹通過,部分鋼管還需要進行卷曲試驗、鋪展試驗、壓扁試驗等。不銹鋼模板是一種機械設備在不銹鋼板材長度上進行壓花加工,使其表面出現凹凸圖案。早在六十年前,歐洲的大型軋鋼廠就生產了少量的不銹鋼管材,從而使其具有優異的耐腐蝕性能。為了提高刀具的耐磨性,具有較高抗彎性能的硬質合金也可作為切削材料,如YG8、YG6、YG6X、YG 11等。特別是,需要規劃904L不銹鋼管道和其他材料。切割深度可控制在3mm。實踐證明,用YG8等硬質合金刀片制作刨床,在刨削不銹鋼管時,可以獲得桶強度的作用。采用YG8等硬質合金刀片制作的槽形刨床,當刨削不銹鋼時,切削深度可達15 mm(切割槽寬為4mm)。在這種情況下,刨床必須采用彈簧刀桿,否則很容易發生“剪枝”或刀刃夾緊等環境。
904L不銹鋼管材刨削的工作原理與車削相似。因此,銑刀切削截面的幾何形狀與車刀的幾何形狀相似。如圖所示,推薦在904L不銹鋼管切割段用高速鋼制成的整形器,即類似于帶螺旋槽的車刀。由于切屑纏繞槽的存在,前角增大,切削變形桶容易變形,切屑容易卷曲和放電。由于904L不銹鋼管刨削是間歇式切割,不需要考慮切屑破碎,切屑在切割過程中不需要滾動過緊。因此,屑弧應大于車削工具。其具體大小可參考所列表格。表中r和b的值也可以根據工件的材料情況適當調整,以改變前角Y的大小。

掃一掃
服務熱線